
众所周知,导体(工件)的电磁感应加热技术来源于法拉第电磁感应原理。
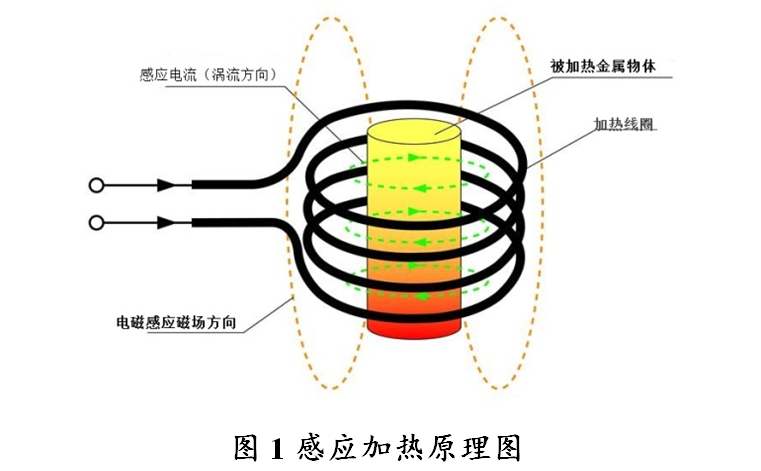
如图1所示,感应加热电源产生的中高频交变电流通过感应器(常用螺旋线圈),在感应线圈的内部和外围产生与线圈电流同频率的交变磁场;导体工件置于交变磁场中,导体和交变磁场形成相对运动,也就是导体切割磁力线,从而在工件内部感应出电动势(电压)和频率相同但方向相反的电流(涡流)。
由于磁滞热效应,被加热工件在其居里点温度之下时感应加热速度很快。当工件的温度超过居里温度之后磁滞热效应消失,只能依靠焦耳热效应升温,加热速度变慢。通常铁磁性材料的居里点温度在500~600℃之间。由于常见工程铁磁性材料的焊前预热、焊后消氢、热套热拆等都在此温度之下,因此这些工程应用的电磁感应加热无需考虑居里温度的问题。而铁磁性材料的焊后热处理温度高达700℃,则需要考虑调整感应加热参数应对高温时的磁滞热效应消失问题。
青岛JN江南机电科技有限公司开发的中频电磁感应加热设备主要由逆变器、谐振单元、变压器和感应器组成。其中逆变器是一个交-直-交的变流器,能够将工频交流电变换成为几千至几百千赫兹的中频或高频电流。谐振单元和变压器一端连接逆变器,另一端连接感应器,将高压变成隔离的低压并进行阻抗匹配。工作时,感应器中流过强大的中高频电流,在导体内产生感应电流,因此导体迅速被加热。感应加热电源的谐振频率根据被加热对象和工艺的不同而不同,从一千至几十千赫兹最为常用。JN江南公司的电磁感应加热设备有谐振频率自动跟踪功能,会根据线圈的电感量自动匹配并工作在最佳谐振频率上。
以上是对电磁感应加热原理的介绍。更多关于电磁感应加热的相关技术知识,请咨询青岛JN江南机电--中频高频电磁感应加热设备制造商。

